การลดต้นทุนด้วยการลดขยะ: คู่มือเรียนรู้ด้วยตนเองเพื่อการเติบโตของธุรกิจ
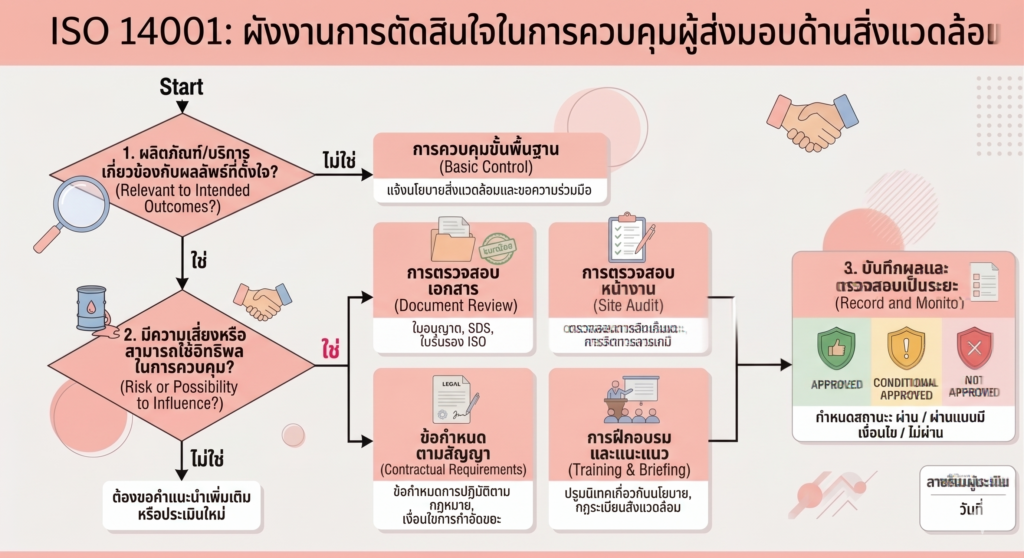
การบริหารจัดการองค์กรในยุคปัจจุบัน ท่ามกลางความกดดันด้านต้นทุนและการแข่งขันที่สูงลิ่ว การมองหาผลกำไรอาจไม่ได้มาจากการเพิ่มยอดขายเพียงอย่างเดียว แต่เกิดจาก “การบริหารจัดการสิ่งที่มีอยู่ให้คุ้มค่าที่สุด” มาตรฐานระบบการจัดการสิ่งแวดล้อม (ISO 14001) และระบบการจัดการคุณภาพ (ISO 9001) มักจะมุ่งเน้นไปที่จุดร่วมเดียวกัน นั่นคือ การลดความสูญเปล่า (Waste Reduction)
คู่มือฉบับนี้จัดทำขึ้นเพื่อให้หัวหน้างานและผู้จัดการในระดับต่าง ๆ ใช้เป็นแนวทางในการพัฒนา โปรแกรมการลดความสูญเปล่าและของเสีย (Waste Reduction Programme) ด้วยตนเอง โดยไม่ต้องพึ่งพาที่ปรึกษาภายนอกที่มีค่าใช้จ่ายสูง การลดของเสียอย่างเป็นระบบไม่เพียงแต่จะช่วยปกป้องสิ่งแวดล้อมตามมาตรฐานสากลเท่านั้น แต่ยังช่วยสร้างผลประโยชน์โดยตรงต่อความอยู่รอดและการเติบโตของธุรกิจได้อย่างมหาศาล
โดยทั่วไปแล้ว การลดของเสียที่มีประสิทธิภาพสามารถ ช่วยให้ธุรกิจประหยัดเงินได้สูงสุดถึง 1% ของยอดขายรวม (Turnover) ซึ่งเงินจำนวนนี้จะกลายมาเป็นกำไรส่วนเพิ่มโดยตรง หรือช่วยลดต้นทุนการผลิตลงอย่างเห็นได้ชัด นอกจากนี้ยังช่วยให้องค์กรสามารถควบคุมค่าใช้จ่ายในการกำจัดขยะ ลดความเสี่ยงและต้นทุนในการปฏิบัติตามกฎหมายสิ่งแวดล้อมที่เข้มงวด และที่สำคัญที่สุดคือ ยกระดับความน่าเชื่อถือในสายตาของลูกค้า ที่กำลังมองหาคู่ค้าหรือซัพพลายเออร์ที่มีความรับผิดชอบต่อสิ่งแวดล้อม
ภารกิจแรกที่ต้องทำคือการระบุพื้นที่เป้าหมายหลักที่มีความสำคัญเป็นอันดับแรก เพื่อให้สามารถเริ่มลงมือทำได้อย่างรวดเร็ว หรือที่เรียกว่า Fast Start มุ่งเป้าไปที่โอกาสในการลดของเสียที่เห็นได้อย่างชัดเจนมากกว่าส่วนอื่น ๆ ทันทีที่มาตรการประหยัดต้นทุนที่ทำได้ง่ายและใช้งบประมาณน้อยได้รับการนำไปปฏิบัติ มาตรการเหล่านั้นจะเป็นหลักฐานเชิงประจักษ์ที่พิสูจน์ให้เห็นถึงผลประโยชน์ที่เกิดขึ้นจริงต่อบริษัท ไม่ว่าองค์กรจะเป็นผู้ส่งมอบผลิตภัณฑ์หรือบริการก็ตาม
ขั้นตอนที่ 1: การรวบรวมข้อมูลที่มีอยู่ (Data Collection)
ในการระบุแนวทางการเริ่มลงมือทำได้อย่างรวดเร็ว จำเป็นต้องได้รับข้อมูลพื้นฐานบางประการเกี่ยวกับสถานประกอบการและกิจกรรมต่าง ๆ ของไซต์งาน ในระยะเริ่มต้นนี้ ให้มุ่งเน้นไปที่การเก็บรวบรวมข้อมูลที่สามารถหาได้ง่ายภายในองค์กรเป็นหลัก
กิจกรรมหลักที่ต้องปฏิบัติ (Key Actions)
- เดินสำรวจและทบทวนสถานประกอบการ (Site Walkthrough): การตรวจหน้างานจริงคือหัวใจสำคัญของการค้นหาของเสีย ในระยะแรก หากองค์กรมีขนาดใหญ่ อาจเลือกสุ่มตรวจเพียงแค่หนึ่งหรือสองพื้นที่ที่มีกิจกรรมหนาแน่นก่อน การเดินสำรวจนี้จะช่วยให้เห็นภาพรวมของความสูญเปล่าที่เกิดขึ้นในกระบวนการทำงานจริง ซึ่งบางครั้งอาจไม่ตรงกับสิ่งที่บันทึกไว้ในเอกสาร
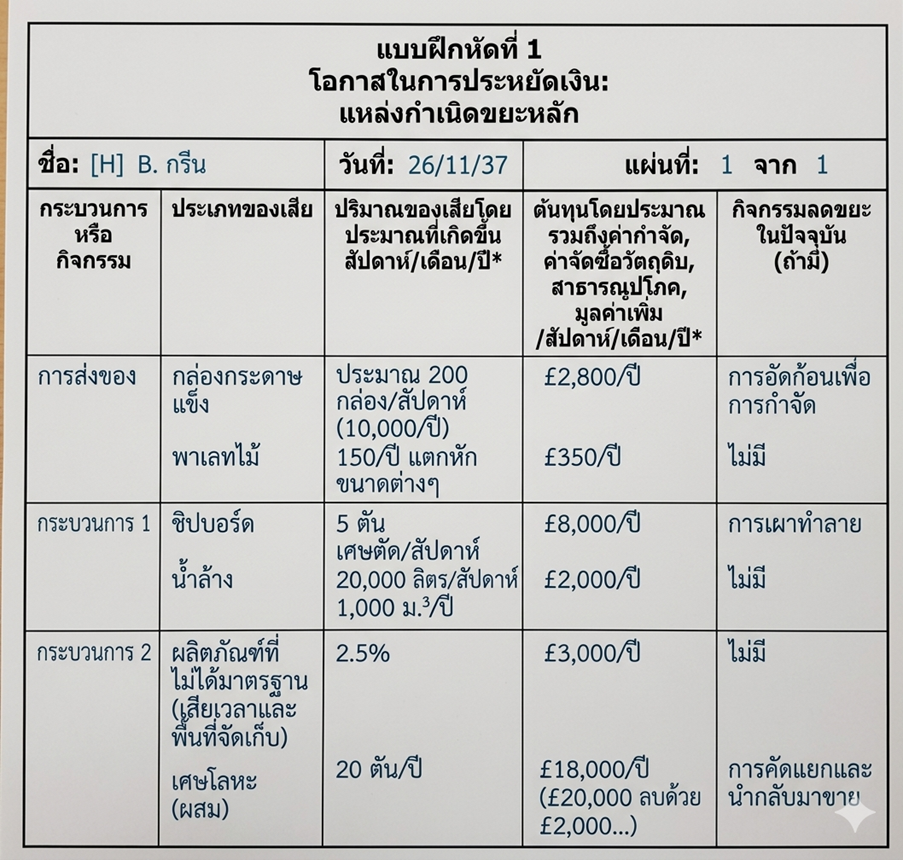
- จดบันทึกปริมาณและต้นทุนทางตรง: บันทึกทุกอย่างที่เกี่ยวข้องกับ “ของเสีย” หรือความสูญเปล่าใด ๆ เท่าที่สามารถมองเห็นได้ พร้อมทั้งกรอกข้อมูลลงใน แบบฟอร์มใบงานที่ 1 (Worksheet 1) ให้ได้มากที่สุดในขณะที่เดินสำรวจ
- ระบุแหล่งกำเนิดหลักของวัสดุเหลือทิ้ง (Waste Material): คัดแยกหมวดหมู่ของเสียที่พบจากใบงานที่ 1 เช่น บรรจุภัณฑ์ที่ชำรุด, สารหล่อลื่นที่เสื่อมสภาพ, พลังงานที่สูญเปล่า, น้ำที่รั่วไหล หรือแม้กระทั่งงานเสียที่ต้องนำกลับไปแก้ไข (Rework) ซึ่งนับเป็นความสูญเปล่าในระบบการจัดการคุณภาพเช่นกัน
- ใช้การประมาณการที่ดีที่สุด (Best Estimates): หากข้อมูลในระยะแรกค่อนข้างจำกัดหรือไม่มีตัวเลขที่แน่ชัด อย่าเพิ่งถอดใจ ให้ใช้การประมาณการจากประสบการณ์ หรือทำการวัดมูลค่าอย่างง่ายเพื่อเป็นข้อมูลคร่าว ๆ ไปก่อน หรืออาจทำบันทึกข้อความเตือนความจำเพื่อกลับมาเก็บข้อมูลอย่างละเอียดและสะสางปัญหานั้นในภายหลัง
ข้อแนะนำความเป็นมืออาชีพ (Tip):
ลองถ่ายภาพของเสียและจุดที่เกิดของเสียเหล่านั้นในระหว่างที่เดินสำรวจ ภาพถ่ายเหล่านี้จะเป็นหลักฐานเชิงประจักษ์ที่แสดงให้เห็นได้อย่างชัดเจนว่าในปัจจุบันมีของเสียเกิดขึ้นมากน้อยเพียงใด และยังเป็นประโยชน์อย่างยิ่งในการนำมาใช้เปรียบเทียบในลักษณะ “ก่อนและหลัง” (Before & After) เพื่อแสดงผลลัพธ์หลังการปรับปรุงในอนาคต ซึ่งเป็นเครื่องมือที่ดีมากในการรายงานต่อผู้บริหารระดับสูง
กิจกรรมเพิ่มเติมที่เป็นประโยชน์ (Useful Further Actions)
- คำนวณต้นทุนแฝง (Hidden Costs): เมื่อทำการประมาณการต้นทุน ขอให้ระลึกไว้เสมอว่าต้องคิดคำนวณให้ลึกซึ้งกว่ามูลค่าของวัสดุที่เห็นเด่นชัดตรงหน้า โดยต้องรวมต้นทุนที่แฝงอยู่และตามมาเป็นลูกโซ่ ได้แก่ เวลาในกระบวนการผลิตที่ต้องสูญเปล่า (Wasted Process Time) ต้นทุนการเคลื่อนย้ายหรือจัดเก็บ (Handling Costs) และค่าใช้จ่ายในการบำบัดหรือกำจัดทิ้ง (Disposal Costs)
- วิเคราะห์ความคลาดเคลื่อนของข้อมูล (Discrepancy Analysis): หากเป็นไปได้ ให้พยายามระบุพื้นที่หลัก ๆ รวมถึงปริมาณการใช้พลังงาน น้ำ และวัตถุดิบ จากนั้นนำค่าเหล่านี้ไปเปรียบเทียบกับปริมาณการใช้ทั้งหมดของไซต์งานหรือของแผนก หากพบว่ามีความคลาดเคลื่อนหรือตัวเลขไม่สอดคล้องกันอย่างรุนแรง (Major Discrepancies) ให้พยายามทำความเข้าใจและหาจุดบกพร่อง เพราะการใช้พลังงาน น้ำ หรือวัตถุดิบที่ไม่สามารถอธิบายที่มาที่ไปได้นั้น มักจะเป็นหนึ่งในแหล่งกำเนิดของเสียที่ใหญ่ที่สุด
เพื่อสร้างความมั่นใจว่าได้ระบุของเสียและความสูญเปล่าทั้งหมดได้อย่างครบถ้วน ทำการทบทวน แผนผังขั้นตอนการทำงาน (Process Flowsheet) ร่วมกับพนักงานหลัก ๆ ที่เป็นหัวเรี่ยวหัวแรงในไลน์ผลิต จะเป็นประโยชน์อย่างยิ่ง การดำเนินการเหล่านี้จะช่วยเน้นย้ำและบ่งชี้ให้เห็นถึงพื้นที่ต่าง ๆ ที่จำเป็นต้องได้รับการปรับปรุงแก้ไขอย่างตรงจุด
💡 ข้อแนะนำความร่วมมือ (Tip):
การสื่อสารที่ดีคือสิ่งจำเป็นอย่างยิ่งต่อความสำเร็จของระบบการจัดการ ขอให้ดึงพนักงานหน้างานเข้ามามีส่วนร่วมในการลดของเสียตั้งแต่แรกเริ่ม และบอกเล่าให้พวกเขาได้รับทราบถึงความสำเร็จหรือตัวเลขต้นทุนที่ประหยัดได้อยู่เสมอ เพื่อสร้างความตระหนักรู้ (Awareness) ตามข้อกำหนดของ ISO
ขั้นตอนที่ 2: การระบุลำดับความสำคัญ (Identifying Priorities)
ขั้นตอนถัดไปคือการสร้างสรรค์แนวคิดในการลดของเสียหลัก เพื่อให้บรรลุผลสำเร็จในการประหยัดต้นทุนในทันที โดยต้องตัดสินใจเลือกสิ่งที่จะลงมือทำเป็นอันดับแรก ๆ เพื่อรับประกันว่าจะเกิดความสำเร็จในระยะเริ่มต้น (Early Successes) ซึ่งจะช่วยสร้างกำลังใจให้แก่ทีมงาน
แนวทางการคัดเลือกพื้นที่เป้าหมาย
- ค้นหาจากหลักฐาน: ค้นหาแหล่งกำเนิดหลักของของเสียที่มีนัยสำคัญจากแบบฟอร์มใบงานที่ 1 (Worksheet 1) ที่ได้บันทึกไว้
- ประเมินจากปริมาณสูงสุด: พิจารณาจากพื้นที่หรือจุดที่มีปริมาณของเสียถูกทิ้งขจัดมากที่สุด เช่น ปริมาณน้ำทิ้ง (Effluents) หรือขยะสิ้นเปลืองประเภทของแข็งที่ต้องส่งไปฝังกลบ (Solid Waste to Landfill)
- ประเมินจากต้นทุนสูงสุด: พิจารณาจากจุดที่ทำให้องค์กรต้องจ่ายต้นทุนสุทธิออกไปสูงที่สุด เช่น ค่าใช้จ่ายในการจ้างรถขนขยะไปฝังกลบ, ปริมาณการใช้พลังงานของเครื่องจักรเก่า, การสูญเปล่าของวัตถุดิบราคาแพง, ผลิตภัณฑ์ที่ไม่ได้มาตรฐานหรือไม่ผ่านเกณฑ์ (Off-spec Products) และบรรจุภัณฑ์ที่เสียหายก่อนใช้งาน
การวิเคราะห์สาเหตุและระดมสมอง
เมื่อเลือกพื้นที่เป้าหมายได้แล้ว ให้เข้าพบและพูดคุยกับพนักงานหลักที่มีส่วนเกี่ยวข้องในกิจกรรมที่ทำให้เกิดของเสียนั้นโดยตรง เพื่อทำความเข้าใจถึงสาเหตุที่แท้จริง (Root Cause) โดยลองวิเคราะห์ดูว่าเป็นเพราะสาเหตุเหล่านี้หรือไม่:
- ที่ผ่านมายังไม่มีใครตระหนักหรือคิดอย่างจริงจังว่าสิ่งนั้นคือปัญหา หรือมองว่าเป็นเรื่องปกติที่ต้องเกิดขึ้นอยู่แล้ว
- วิธีการปฏิบัติงาน (Work Instruction) ที่ทำสืบต่อกันมาจนเป็นความเคยชิน อาจไม่มีความเหมาะสม หรือใช้ไม่ได้ผลอีกต่อไปแล้วในปัจจุบันเนื่องจากสภาพเครื่องจักรหรือวัตถุดิบเปลี่ยนไป
จากนั้นให้ร่วมกันระดมความคิดเห็นเพื่อหาแนวทางในการป้องกันไม่ให้เกิดของเสียหลัก ๆ ขึ้น โดยอาศัยความช่วยเหลือจาก ทีมงานลดของเสีย (Waste Reduction Team) และพนักงานส่วนอื่น ๆ บ่อยครั้งเพียงแค่การเอ่ยปากถามเพื่อขอไอเดียจากพนักงานหน้างานที่อยู่กับเครื่องจักรทุกวัน ก็สามารถสร้างประโยชน์ได้อย่างมหาศาล
สำหรับบางองค์กร การจัดเซสชัน “ระดมสมอง” แบบเป็นกันเองหรือไม่เป็นทางการ (Informal Brainstorming Sessions) จะเป็นวิธีที่ดีที่สุดในการเค้นไอเดีย โดยมุ่งเน้นไปที่พื้นที่เป้าหมายหลักเพียงไม่กี่แห่งที่เป็นจุดที่:
- สามารถประหยัดค่าใช้จ่ายทางการเงินได้มากที่สุด
- มีแนวคิดที่สามารถนำไปปฏิบัติได้จริงในการสร้างความเปลี่ยนแปลง โดยไม่ต้องลงทุนสูง
กระบวนการทั้งหมดนี้ควรทำให้กระชับ ภายในเวลาเพียงหนึ่งวัน หัวหน้างานและผู้จัดการควรจะสามารถระบุสิ่งที่จะต้องลงมือทำที่มีศักยภาพในการสร้างผลประหยัดได้ในทันที และนำมาจัดเรียงตามลำดับความสำคัญได้อย่างชัดเจน
🛠️ แนวทางการนำไปปฏิบัติสำหรับสถานประกอบการ (Practical Takeaways)
เพื่อให้นำคู่มือนี้ไปใช้งานได้จริงในองค์กรทันที ขอแนะนำให้ดำเนินการตามแผนปฏิบัติการ (Action Plan) 5 ข้อดังต่อไปนี้:
| ลำดับ | กิจกรรมที่ต้องทำ | ผลลัพธ์ที่คาดหวัง | ผู้รับผิดชอบหลัก |
| 1 | จัดตั้งทีมงานลดของเสีย (Cross-functional Team) โดยดึงตัวแทนจากฝ่ายผลิต ฝ่ายซ่อมบำรุง และฝ่ายคลังสินค้า | เกิดความร่วมมือระหว่างแผนกและมุมมองที่หลากหลาย | ผู้จัดการโรงงาน / ผู้จัดการทั่วไป |
| 2 | กำหนดวัน “Walkthrough” เพื่อเดินสำรวจพื้นที่เป้าหมาย 1-2 จุด พร้อมกล้องถ่ายภาพและใบงานที่ 1 | ได้ข้อมูลหน้างานจริงและภาพถ่ายสถานะปัจจุบัน (Baseline) | หัวหน้างานแผนก / จป.วิชาชีพ |
| 3 | คำนวณต้นทุนแฝงของของเสียที่พบ โดยรวมค่าแรง ค่าเวลา และค่ากำจัด | เห็นมูลค่าความสูญเสียที่แท้จริงเพื่อจูงใจผู้บริหาร | ฝ่ายบัญชีต้นทุน / หัวหน้างาน |
| 4 | จัดชั่วโมงระดมสมองหน้างาน (Shop Floor Brainstorming) ร่วมกับพนักงานระดับปฏิบัติการ | ได้แนวทางการปรับปรุงที่ทำได้ทันที (Quick Win) อย่างน้อย 3 ไอเดีย | หัวหน้างาน / ผู้จัดการแผนก |
| 5 | ประกาศผลสำเร็จและยอดต้นทุนที่ประหยัดได้ให้พนักงานทุกคนรับทราบเมื่อมาตรการสำเร็จ | สร้างแรงจูงใจและความตระหนักรู้ตามระบบ ISO | ทีมประชาสัมพันธ์ภายใน / ทีม ISO |
การลดความสูญเปล่าไม่ใช่โครงการที่ทำครั้งเดียวจบ แต่เป็นส่วนหนึ่งของ การปรับปรุงอย่างต่อเนื่อง (Continual Improvement) ซึ่งเป็นหัวใจสำคัญของมาตรฐาน ISO ทุกระบบ การเริ่มต้นจากจุดเล็ก ๆ ที่เห็นผลไว (Quick Win) จะช่วยสร้างความเชี่ยวชาญและความมั่นใจให้แก่ทีมงาน ก่อนที่จะขยายผลไปสู่การจัดการระบบใหญ่ในระดับองค์กรต่อไป
การขับเคลื่อนแผนงานและวัดผล: เปลี่ยนความสูญเปล่าให้เป็นกำไรที่จับต้องได้
หลังจากที่ได้ค้นพบและจัดลำดับความสำคัญของจุดที่เกิดของเสียในสถานประกอบการเรียบร้อยแล้ว สิ่งสำคัญที่จะเปลี่ยนแผนภาพบนกระดาษให้กลายเป็นผลประหยัดจริงในกระเป๋า คือ “การลงมือปฏิบัติและการวัดผลอย่างเป็นระบบ” ในมุมมองของระบบการจัดการสิ่งแวดล้อมและคุณภาพ (ISO 14001 & ISO 9001) ขั้นตอนนี้เปรียบเสมือนการเข้าสู่เฟส Do และ Check ของวงจร PDCA ซึ่งเป็นหัวใจสำคัญที่จะพิสูจน์ให้ผู้บริหารและทุกคนในองค์กรเห็นว่า การลดขยะไม่ใช่ภาระ แต่คือการเพิ่มกำไรให้กับธุรกิจ
ขั้นตอนที่ 3: การสร้างผลประหยัดในระยะแรก (Making the First Savings)
การจะทำให้แผนงานประสบความสำเร็จและได้รับการยอมรับอย่างรวดเร็ว ต้องเริ่มจากการสร้างความสำเร็จเล็ก ๆ ที่เห็นผลไว (Quick Wins) เพื่อสร้างความมั่นใจให้กับทีมงาน โดยมีแนวทางปฏิบัติที่ต้องมุ่งเน้นดังนี้:
- จัดทำแผนปฏิบัติการ (Action Plan): ดึงแนวคิดในการลดของเสียที่ตัดสินใจแล้วว่าจะก่อให้เกิดผลประหยัดได้ในทันทีมาเริ่มใช้ โดยอ้างอิงจากรายการพื้นที่เป้าหมายหลักที่ได้จัดลำดับความสำคัญไว้แล้วจากขั้นตอนก่อนหน้า
- กำหนดตัวบุคคลและกรอบเวลาที่ชัดเจน: ตกลงร่วมกันในทีมให้ชัดเจนว่า “ใครจะเป็นผู้รับผิดชอบทำอะไร และให้เสร็จสิ้นภายในเมื่อใด” การคลุมเครือเรื่องผู้รับผิดชอบคือสาเหตุหลักที่ทำให้แผนงานล้มเหลว ทั้งนี้ การใช้แนวคิดการวิเคราะห์แบบ “เหตุและผล” (Cause and Effect Method) เช่น แผนผังต้นไม้หรือผังก้างปลา จะช่วยให้มองเห็นได้อย่างทะลุปรุโปร่งว่า กิจกรรมหลักที่ต้องปฏิบัติตามหน้างานจริงคืออะไร และตำแหน่งใดคือผู้ที่เหมาะสมที่สุดในการลงมือทำ
- ดึงกลุ่ม “หน้างาน (Front Line)” เข้ามามีส่วนร่วม: การนั่งสั่งการจากห้องประชุมจะไม่ได้ผลลัพธ์ที่แท้จริง ต้องนำพนักงานระดับปฏิบัติการที่ควบคุมดูแลเครื่องจักรหรือขั้นตอนที่ทำให้เกิดของเสียนั้นโดยตรง เข้ามาร่วมกำหนดเป้าหมาย ลำดับความสำคัญ ตลอดจนร่วมรับมอบหมายความรับผิดชอบ เพราะพวกเขาคือผู้ที่อยู่ใกล้ชิดปัญหาที่สุด และการให้ส่วนร่วมนี้จะช่วยสร้างความตระหนักรู้และความรู้สึกเป็นเจ้าของระบบร่วมกัน
- เริ่มขับเคลื่อนและทบทวนอย่างสม่ำเสมอ: ทันทีที่ปล่อยไฟเขียวให้เริ่มแผนงาน หน้าที่ของหัวหน้างานและผู้จัดการคือการติดตามและทบทวนความคืบหน้าอย่างต่อเนื่อง โดยนำผลงานที่ทำได้จริงมาเปรียบเทียบกับเป้าหมายที่ตั้งไว้ในแผนงาน เพื่อคอยประคองไม่ให้การปฏิบัติงานหลุดโฟกัส
ขั้นตอนที่ 4: การวัดผลประหยัด (Measuring Savings)
คำกล่าวที่ว่า “สิ่งใดที่ไม่สามารถวัดผลได้ สิ่งนั้นย่อมไม่สามารถบริหารจัดการได้” เป็นจริงเสมอในระบบ ISO เพื่อพิสูจน์และแสดงให้เห็นว่าบริษัทสามารถลดค่าใช้จ่ายลงไปได้จริง ตัวเลขเชิงปริมาณจึงเป็นสิ่งจำเป็นที่ต้องทำการจัดเก็บและวัดผลอย่างเป็นระบบ
ตารางกรอบการวัดผลความสูญเปล่าในสถานประกอบการ
| สิ่งที่ต้องวัดผล | ตัวอย่างการวัดผลเชิงปฏิบัติ |
| ปริมาณการเกิดของเสีย (Waste Production) | – จำนวนถังขยะขนาดใหญ่ (Skips) ที่ส่งออกไปทิ้งต่อเดือน – จำนวนถังขยะทั่วไป (Bins) ที่เต็มและต้องเปลี่ยนต่อสัปดาห์ – ปริมาณน้ำทิ้ง (Effluent) เป็นลูกบาศก์เมตร ($m^3$) ต่อเดือนจากบิลบำบัด |
| การใช้วัตถุดิบ (Raw Material Use) | – ปริมาณวัตถุดิบหลักที่สั่งซื้อและเบิกใช้จริงต่อเดือน – ปริมาณวัสดุสิ้นเปลืองที่สั่งซื้อต่อเดือน เช่น ถุงมือ, กล่องกระดาษ, น้ำมันเครื่อง, หรือสารละลาย/ตัวทำละลาย (Solvent) |
| การใช้สาธารณูปโภค (Utility Use) | – ยอดเงินและหน่วยการใช้ในใบแจ้งหนี้/บิลค่าไฟค่าน้ำรอบล่าสุด |
การวางระบบการวัดผลอย่างง่ายในหน้างาน
ในฐานะผู้นำทีม ต้องตรวจสอบให้มั่นใจว่าได้มีการจัดตั้ง ระบบการวัดผลอย่างง่าย ขึ้นในหน้างานแล้ว โดยข้อกำหนดสำคัญคือ ระบบเหล่านี้ต้องมี ความคุ้มค่าในเชิงต้นทุน (Cost-effective) และเหมาะสมกับหน้างานจริง ไม่สร้างภาระงานเอกสารให้พนักงานจนเกินไป โดยสามารถเลือกความละเอียดในการวัดผลเท่าที่จำเป็นต่อการตรวจสอบความคืบหน้า แล้วบรรจุรอบการตรวจวัดนี้ลงไปในแผนงานประจำวันหรือประจำสัปดาห์
แนวทางการจัดเก็บข้อมูลอย่างง่ายที่สามารถนำมาประยุกต์ใช้ได้ทันที:
- ใช้ประโยชน์จากข้อมูลการควบคุมคลังสินค้า (Stock Control): ตรวจสอบยอดเบิกจ่ายวัตถุดิบและวัสดุสิ้นเปลืองจากระบบสโตร์ ซึ่งเป็นตัวเลขที่มีการบันทึกอยู่แล้วตามธรรมชาติของธุรกิจ
- ตรวจสอบมิเตอร์พลังงานและน้ำ: ลองประเมินดูว่ามีจำนวนมิเตอร์แยกย่อย (Sub-meter) เพียงพอที่จะทำให้เข้าใจถึงรูปแบบหรือพฤติกรรมการใช้งาน (Patterns of Use) ภายในไซต์งานหรือภายในแต่ละแผนกแล้วหรือยัง หากไม่มี การติดตั้งมิเตอร์ย่อยเพิ่มในจุดที่มีการใช้งานสูงจะช่วยให้ควบคุมต้นทุนได้แม่นยำขึ้น
- การคัดแยกประเภทของเสียที่เป็นของแข็งที่สำคัญ: แยกขยะแต่ละประเภทออกจากกันตั้งแต่ต้นทาง นอกจากจะช่วยให้สามารถวัดปริมาณของเสียได้อย่างง่ายดายด้วยการชั่งน้ำหนักหรือวัดปริมาตรแล้ว ยังเพิ่มมูลค่าในการนำไปขายรีไซเคิลได้อีกด้วย
- การนับจำนวนภาชนะรองรับของเสีย: สำหรับของเสียที่มีความสำคัญน้อยกว่าหรือไม่คุ้มค่าที่จะซื้อเครื่องชั่งน้ำหนัก การใช้ขีดเครื่องหมายข้างถังเพื่อดูระดับ หรือการนับจำนวนถังขยะที่เต็มในแต่ละวันก็เป็นทางเลือกที่ยอมรับได้
- การจับเวลาเพื่อประมาณการของเหลว: ในจุดที่มีน้ำหรือของเหลวไหลทิ้งแบบต่อเนื่อง ให้ใช้เทคนิคง่าย ๆ โดยการจับเวลาที่ใช้ในการเปิดของเหลวนั้นให้เต็มถังขนาดมาตรฐาน (เช่น ถัง 20 ลิตร) แล้วนำเวลานั้นมาคำนวณคูณเพิ่มขึ้น เพื่อประมาณการปริมาณการไหลทิ้งรวมในหนึ่งวันหรือหนึ่งสัปดาห์
⚠️ ข้อควรระวัง:
ทุกครั้งที่ได้ผลการวัดมาแล้ว ต้องทำการบันทึกผลและจัดเก็บรักษาข้อมูลเหล่านั้นไว้อย่างเป็นระบบเพื่อใช้ในการอ้างอิงและเปรียบเทียบในอนาคต ข้อมูลเหล่านี้จะกลายเป็น “เอกสารสารสนเทศ” (Documented Information) ที่สำคัญมากเมื่อองค์กรเข้าสู่กระบวนการตรวจประเมินระบบมาตรฐาน
ขั้นตอนที่ 5: การสร้างผลประหยัดให้มากยิ่งขึ้น (Achieving More Savings)
เมื่อเวลาผ่านไปประมาณสองถึงสามเดือน ให้เรียกประชุมทีมงานเพื่อทำการทบทวนความคืบหน้า ข้อมูลและตัวเลขที่ถูกจัดเก็บอย่างต่อเนื่องจะกลายเป็น หลักฐานที่เป็นรูปธรรม (Concrete Evidence) ที่สะท้อนให้เห็นว่าความพยายามในการลดของเสียนั้นช่วยตัดค่าใช้จ่ายและเพิ่มกำไรให้บริษัทได้จริง
ในระยะนี้ ขอแนะนำให้ถ่ายภาพหน้างานเพิ่มเติมในมุมเดิมที่เคยถ่ายไว้ในช่วงเริ่มต้น (Site Walkthrough) เพื่อบันทึกภาพความเปลี่ยนแปลงที่เกิดขึ้นอย่างชัดเจน เช่น พื้นที่หน้างานที่สะอาดขึ้น ถังขยะที่ลดจำนวนลง หรือการจัดเก็บที่เป็นระเบียบมากขึ้น
นำหลักฐานเชิงประจักษ์ ทั้งตัวเลขต้นทุนที่ประหยัดได้และภาพถ่ายเปรียบเทียบเหล่านี้ ไปนำเสนอและโน้มน้าวใจฝ่ายบริหารระดับสูงรวมถึงเพื่อนพนักงานทุกคน เพื่อชี้ให้เห็นตรงกันว่า การขยับขยายจากมาตรการเล็ก ๆ ไปสู่ “โปรแกรมการลดของเสียเต็มรูปแบบ” (Full-blown Waste Reduction Programme) ที่ครอบคลุมทั้งองค์กร จะเป็นสิ่งที่มีคุณค่า สร้างผลตอบแทนทางการเงินอย่างมหาศาล และยกระดับภาพลักษณ์องค์กรสู่มาตรฐานสากลได้อย่างยั่งยืน
🛠️ แนวทางการนำไปปฏิบัติสำหรับสถานประกอบการ (Practical Takeaways)
เพื่อให้นำเนื้อหาจากคู่มือส่วนนี้ไปลงมือทำในสถานประกอบการได้ทันที ขอแนะนำ 4 แนวทางปฏิบัติสำคัญดังต่อไปนี้:
- ทำตาราง Action Plan หน้างาน: สร้างบอร์ดหรือแผ่นงานสั้น ๆ ติดไว้ที่บอร์ดประชาสัมพันธ์ของแผนก ระบุภารกิจ ผู้รับผิดชอบ (ชื่อ-นามสกุลชัดเจน) และวันกำหนดส่ง โดยเน้นกิจกรรมที่ทำง่ายและเห็นผลภายใน 2 สัปดาห์แรก
- ตั้งจุดชั่งและจดบันทึกขยะประจำจุด: จัดหาเครื่องชั่งน้ำหนักสปริงแบบง่าย ๆ และแบบฟอร์มบันทึก 1 แผ่น แขวนไว้ข้างถังขยะหลักของแผนก มอบหมายให้หัวหน้าไลน์หรือพนักงานหน้างานเป็นผู้จดบันทึกน้ำหนักหรือจำนวนถังก่อนนำไปทิ้งทุกเย็น
- สร้างมาตรฐานการคัดแยกขยะตั้งแต่ต้นทาง: สรุปกฎง่าย ๆ ร่วมกับพนักงานหน้างาน เช่น บรรจุภัณฑ์พลาสติกห้ามทิ้งปนกับเศษวัตถุดิบ เพื่อให้ง่ายต่อการชั่งวัดปริมาณและจัดทำตารางตรวจสอบสต็อกสินค้า
- จัดทำรายงาน “ก่อน-หลัง” (Before-After Report): รวบรวมภาพถ่ายจุดเกิดของเสียในวันแรก เปรียบเทียบกับภาพถ่ายในเดือนที่สอง พร้อมสรุปยอดเงินที่ประหยัดได้จากบิลค่าไฟ ค่าน้ำ หรือค่าจ้างกำจัดขยะ เพื่อเตรียมใช้เป็นข้อมูลนำเสนอเปิดตัวโครงการใหญ่ร่วมกับฝ่ายบริหาร
เจาะลึกเครื่องมือบริหารต้นทุน: เปลี่ยนความสูญเสียในกระบวนการให้เป็นกำไรด้วยแนวคิด ISO
การบริหารสถานประกอบการให้เติบโตอย่างมั่นคงในยุคปัจจุบัน หัวหน้างานและผู้จัดการทุกท่านคงทราบดีว่า “ต้นทุนที่มองไม่เห็น” มักจะแฝงอยู่ในกระบวนการทำงานประจำวันอย่างแนบเนียน มาตรฐานระบบการจัดการสิ่งแวดล้อม (ISO 14001) และระบบการจัดการคุณภาพ (ISO 9001) จึงให้ความสำคัญอย่างยิ่งกับการบริหารจัดการทรัพยากรและการควบคุมกระบวนการ
เทคนิคหลักที่ 1: การใช้แผนผังขั้นตอนการทำงาน (Process Flowsheet)
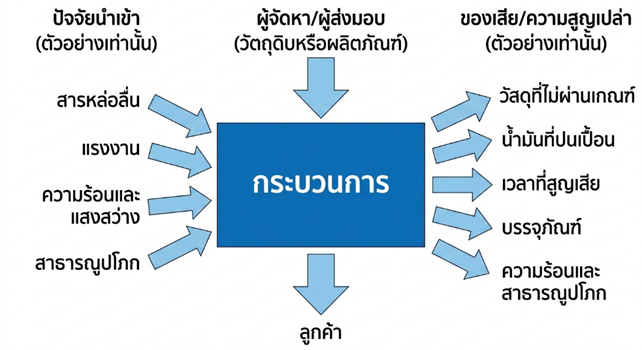
ในเชิงการปฏิบัติงาน คำว่า “กระบวนการ” (Process) หมายถึง งานหรือกิจกรรมใด ๆ ที่จัดทำขึ้นเพื่อแปรสภาพวัตถุดิบให้ออกมาเป็นผลิตภัณฑ์ หรือเพื่อส่งมอบบริการให้แก่ลูกค้า ทุก ๆ ขั้นตอนย่อยในกระบวนการผลิตมีหน้าที่สำคัญคือการเพิ่มคุณค่า (Value) ให้กับตัวผลิตภัณฑ์ แต่อีกด้านหนึ่ง ขั้นตอนเหล่านั้นก็ดึงเอาต้นทุนจากแรงงาน วัตถุดิบ และระบบสาธารณูปโภค (เช่น แก๊ส, น้ำ, ไฟฟ้า, ลมสแตนด์บาย หรืออากาศอัด) ไปใช้ด้วยเช่นกัน
ต้นทุนที่แท้จริงของของเสีย (True Cost of Waste)
สิ่งหนึ่งที่ผู้บริหารและหัวหน้างานมักมองข้ามคือ “มูลค่าสะสม” ของชิ้นงานเสีย ต้นทุนที่แท้จริงของของเสียไม่ได้มีแค่มูลค่าของวัตถุดิบที่ถูกทิ้งไปตรงหน้า แต่ต้องนับรวมมูลค่าเพิ่ม (Value-added) ทั้งค่าแรง ค่าไฟ และเวลาที่ใส่เข้าไปในวัสดุนั้นนับตั้งแต่เริ่มกระบวนการจนถึงเวลาที่มันถูกคัดทิ้ง (Rejects)
💡 กฎเหล็กของต้นทุนความสูญเสีย:
ต้นทุนของชิ้นงานเสียจะยิ่งเพิ่มสูงขึ้นเรื่อย ๆ ตามการคืบหน้าของวัสดุที่เคลื่อนตัวเข้าใกล้สู่การเป็นผลิตภัณฑ์สำเร็จรูป การปล่อยให้ชิ้นงานเสียหลุดลอยไปถึงปลายน้ำจึงเป็นเรื่องที่สร้างความเสียหายรุนแรงที่สุด
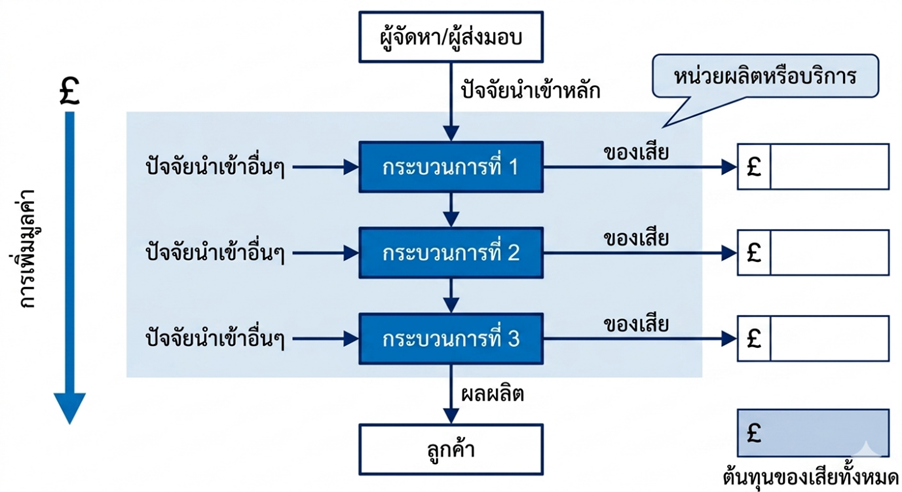
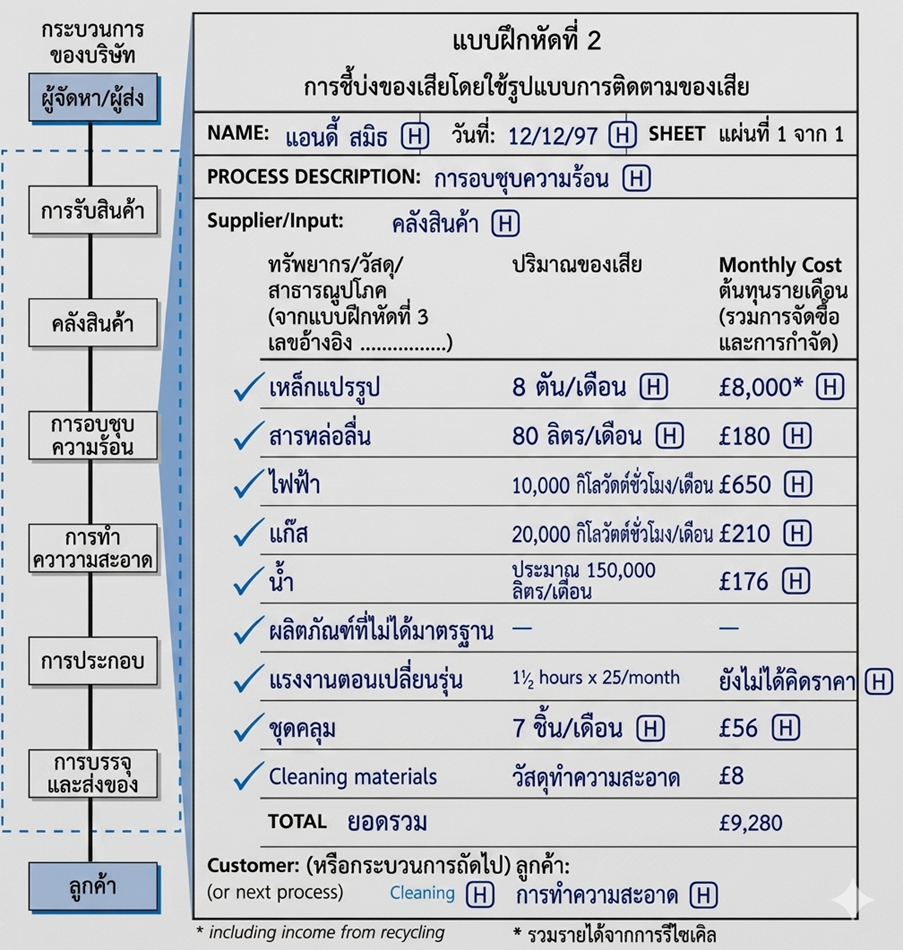
การนำข้อมูลมาใส่ลงในแผนผังขั้นตอนการทำงานจะช่วยให้ท่านระบุและติดตามแกะรอยของเสียได้อย่างแม่นยำ โดยเราจะเรียกผังนี้ว่า “แบบจำลองการแกะรอยของเสีย” (Waste Tracking Model)
[ผู้ส่งมอบ/Suppliers]
│
วิธีการใช้แบบจำลองเพื่อระบุต้นทุนในทางปฏิบัติ
- แยกกระบวนการย่อย: พิจารณาการดำเนินธุรกิจแยกออกเป็นกระบวนการย่อย ๆ ที่ต่อเนื่องกัน โดยกำหนดให้แต่ละกระบวนการภายในมีข้อมูลนำเข้า (Inputs) ผลลัพธ์ที่ได้ (Outputs) และของเสีย (Waste) เป็นของตัวเองเฉพาะเจาะจง
- กำหนดขอบเขต: พื้นที่ที่อยู่นอกเหนือขอบเขตการควบคุมโดยตรงของท่านคือ ผู้ส่งมอบ (Suppliers) และลูกค้า (Customers)
- บันทึกข้อมูลลงใบงาน: นำข้อมูลจริงหน้างานมากรอกลงในแผนผังกระบวนการและของเสียที่ยังว่างอยู่ คือ ใบงานที่ 3 (Worksheet 3) (สามารถหาแบบฟอร์มเปล่าได้ในซองเอกสารด้านในปกหน้า หรือส่วนเย็บเล่มถัดจากภาคผนวก)
- คำนวณต้นทุนรวม: กรอกข้อมูลลงในสำเนาของ ใบงานที่ 2 (Worksheet 2) สำหรับแต่ละกระบวนการย่อย เพื่อรวมต้นทุนทั้งหมดเข้าด้วยกันและแสดงให้เห็นถึงต้นทุนรวมของของเสียที่มีต่อธุรกิจ
- ใช้การคาดการณ์เมื่อข้อมูลไม่พร้อม: หากไม่มีข้อมูลตัวเลขที่ชัดเจน ณ ตอนนั้น ให้เลือกใช้วิธีการคาดการณ์หรือประมาณการที่ดีที่สุด (Best Guess) ไปก่อน พร้อมประเมินว่าการปรับปรุงระบบเก็บข้อมูลในจุดนั้นคุ้มค่าที่จะทำในอนาคตหรือไม่
- ขุดลึกเมื่อพบความคลาดเคลื่อน: เมื่อเห็นภาพรวมของฐานต้นทุนของเสียแล้ว ให้ตรวจสอบความสอดคล้องของตัวเลข หากพบความคลาดเคลื่อนอย่างรุนแรง (Major Discrepancies) เช่น ปริมาณการใช้น้ำหรือพลังงานที่วัดได้จริงรวมกับที่ระบุในแผนผังแล้วไม่ตรงกัน ให้ขุดลึก (Dig Deeper) ลงไปทันที เพราะจุดนั้นอาจเป็นจุดที่เงินรั่วไหลมหาศาล
เทคนิคหลักที่ 2: การใช้วิธีการ “เหตุและผล” (Cause and Effect Method)
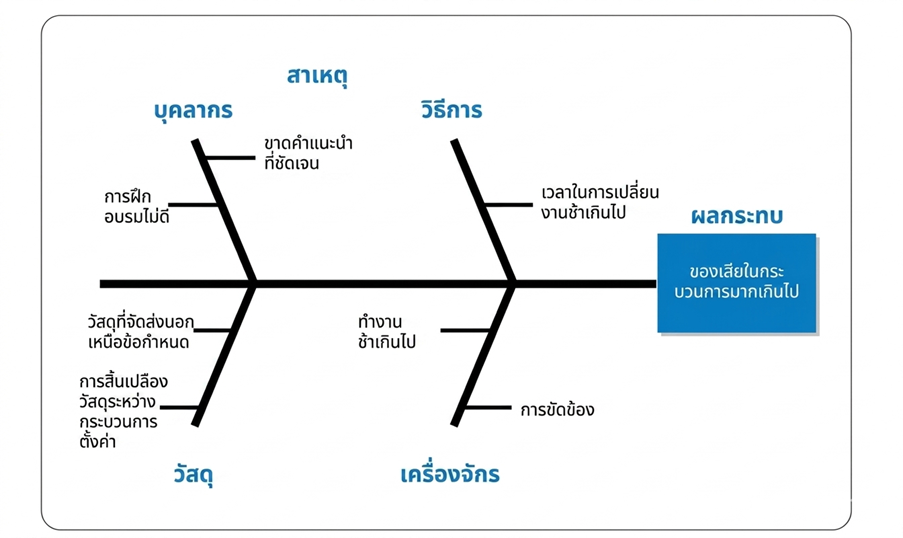
เมื่อระบุจุดเกิดของเสียได้แล้ว เครื่องมือมาตรฐานสากลที่ระบบการปรับปรุงคุณภาพ (Quality Improvement) นิยมใช้เพื่อค้นหาสาเหตุรากเหง้าคือ “แผนผังเหตุและผล” (Cause and Effect Diagram) หรือที่รู้จักกันในนามผังก้างปลา
เครื่องมือนี้ช่วยให้ระบุสาเหตุที่เป็นไปได้ของปัญหาอย่างเป็นระบบ โดยผลลัพธ์ (Effect) เช่น ปัญหา “การมีของเสียในกระบวนการมากเกินไป” มักจะมาจาก 4 สาเหตุหลัก (4M) ในภาคอุตสาหกรรม ดังนี้:
- บุคลากร (People): ขาดทักษะ ความเหนื่อยล้า หรือขาดความตระหนักรู้
- วิธีการปฏิบัติงาน (Methods): ขั้นตอนการทำงานไม่ชัดเจน มาตรฐานล้าสมัย
- วัตถุดิบ (Materials): วัตถุดิบไม่ได้คุณภาพตามข้อกำหนด (Specification)
- เครื่องจักร (Machinery): เครื่องจักรขาดการบำรุงรักษา หรือตั้งค่าไม่ถูกต้อง
สูตรสำเร็จในการทำผังก้างปลาให้ได้ผลจริง
- เน้นการระดมสมองแบบไม่คาดโทษ: สอบถามพนักงานที่ปฏิบัติงานในกระบวนการนั้น ๆ เพื่อให้ช่วยกันเสนอแนะเหตุผลของปัญหา โดยต้องสร้างบรรยากาศที่ปลอดภัย ไม่มีการตำหนิ หรือคาดโทษใด ๆ เพื่อให้ได้ข้อเท็จจริงหน้างาน
- แยกแยะหมวดหมู่: จดบันทึกรายการข้อเสนอแนะของกลุ่มปฏิบัติการ และแยกแยะไว้ในแต่ละหัวข้อสาเหตุให้ชัดเจน
- สร้างส่วนร่วมในการแก้ปัญหา: ดึงทุกคนที่มีส่วนเกี่ยวข้องเข้ามาร่วมพัฒนาแนวทางแก้ไข เพื่อสร้างความรู้สึกเป็นเจ้าของ (Ownership) ในแนวทางนั้น
- ลงมือทำทันทีกับมาตรการที่ไม่มีค่าใช้จ่าย: หากพบแนวทางแก้ไขประเภทไม่ต้องลงทุนหรือใช้ต้นทุนต่ำ (No-cost Measures) ให้สั่งการให้เกิดความเปลี่ยนแปลงโดยเร็วที่สุด
การสร้างสรรค์แนวคิดในการลดของเสีย (Generating Ideas)
ในการคิดหาแนวทางลดการเกิดของเสียและการบริโภคระบบสาธารณูปโภค ให้เริ่มพิจารณาจากประเด็นที่ “ใหญ่กว่า” (ส่งผลกระทบต่อต้นทุนสูง) แล้วจึงค่อย ๆ ไล่เรียงลงมาสู่ปัญหาที่เล็กกว่าตามลำดับ โดยใช้แนวทางดังนี้:
- ท้าทายวิธีการเดิม: ตั้งคำถามกับสิ่งทีทำอยู่ปัจจุบันว่า ทำไมต้องทำด้วยวิธีเฉพาะเจาะจงแบบนั้น มีวิธีอื่นที่ดีกว่าหรือไม่
- จัดทำรายการตัวเลือกสั้น (Shortlist): ร่วมมือกับพนักงานหลักในแผนกคัดเลือกตัวเลือกการปรับปรุงที่มุ่งเน้นการประหยัดต้นทุนและประสิทธิภาพการทำงานเป็นหลัก
- ประเมินผลดีและข้อจำกัด: ประเมินผลประหยัดทางการเงินที่เป็นไปได้ ควบคู่ไปกับความเป็นไปได้ในทางปฏิบัติและกรอบเวลาที่ใช้
- ใช้เครื่องมือช่วยคิด: ทบทวนรายการคำถามกระตุ้นความคิดเพื่อการลดของเสีย (Waste Reduction Prompts)
- ลำดับขั้นสู่ผลประโยชน์ระยะยาว (Waste Hierarchy)
เพื่อให้องค์กรได้รับผลประโยชน์และเกิดความยั่งยืนสูงสุดในการจัดการ ควรพิจารณาแนวทางแก้ไขปัญหาตามลำดับขั้นความสำคัญดังต่อไปนี้: ▼
3. การนำของเสียกลับมาใช้ซ้ำ/รีไซเคิล (Waste Re-use/Recycle)
- การป้องกันการเกิดของเสีย (Waste Prevention): เป็นลำดับขั้นสูงสุดและคุ้มค่าที่สุด โดยเข้าไปเปลี่ยนแปลงขั้นพื้นฐานในกระบวนการทำงาน การปฏิบัติงาน การออกแบบผลิตภัณฑ์ หรือการเลือกวัตถุดิบ เพื่อไม่ให้เกิดของเสียออกมาตั้งแต่แรกเริ่ม
- การลดการเกิดของเสีย (Waste Reduction): ปรับปรุงกระบวนการที่มีอยู่เดิมให้มีความคล่องตัวและกระชับมากขึ้น (Streamlining Processes) รวมถึงการจัดความเป็นระเบียบเรียบร้อยในสถานที่ทำงาน (Better Housekeeping) หรือการปรับปรุงที่ใช้ต้นทุนต่ำเพื่อหลีกเลี่ยงการเสียเศษวัสดุโดยไม่จำเป็น
- การนำของเสียกลับมาใช้ซ้ำ/รีไซเคิล (Waste Re-use/Recycle): เป็นการสร้างมูลค่าจากวัสดุเหลือทิ้งที่หลุดรอดมาจากสองขั้นตอนแรก เพื่อลดค่าใช้จ่ายในการส่งไปบำบัดหรือกำจัดทิ้ง อย่างไรก็ตาม การจำกัดปริมาณการผลิตของเสียตั้งแต่ต้นทางย่อมให้ผลตอบแทนที่ดีกว่าเสมอ
⚠️ ข้อควรระวังสำหรับผู้จัดการ:
การนำความเปลี่ยนแปลงไปปฏิบัติในส่วนที่อยู่นอกเหนือขอบเขตการควบคุมโดยตรงของท่าน อาจจำเป็นต้องมีการหารือร่วมกับแผนกอื่น ๆ เพื่อให้มั่นใจว่าสอดคล้องกับกลยุทธ์รวมของบริษัท และในทุก ๆ การปรับปรุงวิธีการผลิต ต้องตรวจสอบให้มั่นใจเสมอว่าคุณภาพของผลิตภัณฑ์ (Product Quality) ยังคงได้รับการรักษาไว้ตามมาตรฐานเดิมทุกประการ ไม่ให้กระทบต่อข้อกำหนดของลูกค้า
สรุปแนวทางการนำไปปฏิบัติ (Practical Takeaways)
เพื่อให้นำเนื้อหาและเครื่องมือข้างต้นไปใช้ขับเคลื่อนทีมงานหน้างานได้ทันที ขอแนะนำแผนปฏิบัติการ 4 ข้อดังนี้:
- กางผังกระบวนการย่อยภายในสัปดาห์นี้: นัดหมายหัวหน้าไลน์ผลิตหรือเจ้าหน้าที่ที่เกี่ยวข้อง มาร่วมกันวาดผังกระบวนการ (Process Flowsheet) ลงในใบงานที่ 3 เพื่อกำหนดจุด Input, Output และจุดที่ขยะ/ของเสียหลุดออกมาให้เห็นเป็นภาพเด่นชัด
- ตั้งโจทย์ก้างปลาจากจุดที่ต้นทุนสูงที่สุด: เลือกของเสียที่สร้างมูลค่าความสูญเสียสะสมสูงสุดขึ้นมา 1 เรื่อง แล้วใช้เวลาร่วมกับพนักงานหน้างาน 30 นาทีในการทำผังเหตุและผล (Cause and Effect Diagram) เพื่อค้นหาสาเหตุจาก บุคลากร วิธีการ วัตถุดิบ และเครื่องจักร
- ลิสต์มาตรการ “ทำได้เลย” (No-cost/Low-cost): จากเซสชันระดมสมอง ให้แยกแยะมาตรการที่ไม่ต้องใช้เงินทุน เช่น การปรับปรุงขั้นตอนการทำงาน (Work Instruction) หรือการจัดความเป็นระเบียบ (Housekeeping) นำมาปฏิบัติจริงภายใน 7 วัน
- ทำแบบประเมินความสอดคล้องของตัวเลข: ให้ฝ่ายวิศวกรรมหรือฝ่ายซ่อมบำรุง ตรวจสอบมิเตอร์น้ำ/ไฟประจำแผนก เปรียบเทียบกับตัวเลขรวมของโรงงาน เพื่อค้นหาจุดต่างของข้อมูล (Discrepancies) อันเป็นเบาะแสของต้นทุนแฝงที่ซ่อนอยู่
ยกระดับการบริหารจัดการ: ชี้เป้าความสูญเปล่าและการควบคุมสาธารณูปโภคเพื่อกำไรสูงสุด
การเดินทางสู่การลดต้นทุนและยกระดับประสิทธิภาพองค์กรตามแนวคิด Kaizen และมาตรฐานสากล (ISO 14001 / ISO 9001) จำเป็นต้องอาศัยการมองภาพกระบวนการในมิติที่ลึกซึ้งขึ้น ในขั้นตอนนี้ หัวหน้างานและผู้จัดการจะต้องเปลี่ยนมุมมองจากการเห็น “ขยะรวมของโรงงาน” มาเป็นการ “ชี้เป้าเจาะจง (Pinpoint Localization)” เพื่อให้ทราบแน่ชัดว่าความสูญเปล่าเกิดขึ้นที่จุดใด ในเวลาไหน และเพราะสาเหตุใด
บทความนี้จะสรุปคำแนะนำสำคัญและประเด็นเชิงยุทธศาสตร์ที่จะช่วยให้ท่านระบุจุดสูญเสียได้อย่างเฉียบคม พร้อมเทคนิคการคำนวณความคุ้มค่าในการลงทุนเครื่องมือวัดเพื่อการควบคุมต้นทุนที่แม่นยำ
คำแนะนำสำคัญในการจัดการความสูญเปล่า (Key Advice)
เพื่อให้การชี้เป้าและลดค่าใช้จ่ายเกิดผลสัมฤทธิ์สูงสุด สิ่งที่ผู้บริหารและหัวหน้างานจำเป็นต้องระบุให้ได้ในหน้างานจริง มีอยู่ 2 มิติหลัก คือ:
- ประเภทของเสียทั้งหมดที่แตกต่างกัน: จำแนกขยะและของเสียทุกชนิดที่เกิดขึ้นจากแต่ละกิจกรรมของบริษัท (เช่น เศษโลหะ น้ำมันใช้แล้ว บรรจุภัณฑ์กระดาษ ไอเสีย หรือชิ้นงาน Re-work)
- ขั้นตอนในกระบวนการที่เป็นจุดกำเนิด: ระบุตำแหน่งหรือสถานีงานที่เป็นผู้ให้กำเนิดของเสียเหล่านั้นอย่างเฉพาะเจาะจง
💡 นิยามสำหรับธุรกิจบริการ (Service Sector):
หากบริษัทของท่านดำเนินธุรกิจด้านการบริการ ขอให้ระลึกไว้เสมอว่าคำว่า “ผลิตภัณฑ์” (Product) ก็คือ “บริการที่บริษัทส่งมอบให้แก่ลูกค้า” และคำว่า “กระบวนการ” (Process) ก็คือ “ลำดับขั้นตอนต่าง ๆ ที่ท่านปฏิบัติในการส่งมอบบริการนั้น ๆ” (เช่น ขั้นตอนการคีย์ข้อมูล การรอคอยเอกสาร หรือการแก้ไขงานซ้ำซ้อน) ซึ่งล้วนเกิดความสูญเปล่าได้เช่นเดียวกับภาคการผลิต
5 ประเด็นสำคัญที่ต้องพิจารณาในหน้างาน (Important Considerations)
ในการเปลี่ยนผ่านองค์กรไปสู่ระบบที่ไร้ความสูญเปล่า ทีมงานลดของเสียควรนำ 5 ประเด็นต่อไปนี้ไปร่วมกันพิจารณาและประเมินผล:
1. การแยกแยะธุรกิจออกเป็นกระบวนการย่อย (Process Dissection)
พิจารณาการดำเนินธุรกิจแยกออกเป็นกระบวนการย่อย ๆ ที่ต่อเนื่องกัน เพื่อให้ง่ายต่อการติดตามและควบคุม ตัวอย่างเช่น:
- การรับสินค้า / การจัดส่งสินค้า (Receipt/Dispatch): ตรวจสอบบรรจุภัณฑ์ที่ชำรุดจากการขนส่ง หรือพาเลทที่เสียหาย
- งานประกอบ / งานขึ้นรูป (Fabrication): ดูเศษวัสดุจากการตัด (Scrap) หรือชิ้นงานที่ไม่ได้ขนาด
- แผนกพ่นสี / ห้องพ่นสี (Paint Shop): ตรวจสอบปริมาณสีที่พ่นเกิน (Overspray) สารละลายที่ระเหย หรือของเสียจากสารเคมี
- คลังสินค้า / สโตร์ (Stores): ดูสินค้าเสื่อมสภาพจากการเก็บรักษานานเกินไป (Obsolete Stock)
- สำนักงาน (Offices): การพิมพ์เอกสารซ้ำซ้อน การใช้พลังงานเกินความจำเป็น หรือขั้นตอนทางธุรการที่ล่าช้า
2. การพิจารณาความสูญเปล่าในทุกรูปแบบ (Holistic Waste View)
การมองหาของเสียห้ามมองเพียงแค่สิ่งปฏิกูลในถังขยะ แต่ต้องหมายรวมถึง:
- การระบุว่าของเสียเกิดขึ้นที่ไหนและเกิดขึ้นเพราะสาเหตุใด
- การเฝ้าติดตาม (Monitoring) ปริมาณการใช้ระบบสาธารณูปโภคในแต่ละพื้นที่อย่างเข้มงวด และระบุตัวผู้ใช้งานหลักของ แก๊ส น้ำ และไฟฟ้า เพื่อควบคุมพฤติกรรมการใช้งาน
3. การประเมินความคุ้มค่าในการติดตั้งมิเตอร์เพิ่มเติม (Smart Metering)
การควบคุมจะทำได้ดีเมื่อมีตัวเลขรองรับ อย่างไรก็ตาม การติดตั้งมิเตอร์ย่อย (Sub-meter) ควรทำเฉพาะในจุดที่ต้นทุนค่าใช้จ่ายมีความคุ้มค่ากับผลประโยชน์ที่คาดว่าจะได้รับเท่านั้น โดยมี กฎเกณฑ์ทั่วไป (Rule of Thumb) สากลที่ระบุว่า:
📊 ประมาณการผลประหยัดจากการติดมิเตอร์ย่อย (ต่อปี):
- ไฟฟ้า (Electricity): คาดว่าจะประหยัดได้ 5% ของปริมาณการใช้งานบนมิเตอร์ตัวใหม่
- แก๊ส (Gas): คาดว่าจะประหยัดได้ 10% ของปริมาณการใช้งานบนมิเตอร์ตัวใหม่
- น้ำ (Water): คาดว่าจะประหยัดได้ 20% ของปริมาณการใช้งานบนมิเตอร์ตัวใหม่
ตัวอย่างการคำนวณ: หากจุดพ่นสีใช้ไฟฟ้ารวมมูลค่า 100,000 บาทต่อปี การติดมิเตอร์ย่อยจะช่วยให้เห็นพฤติกรรมและลดค่าไฟลงได้ราว 5,000 บาทต่อปี หากค่าติดตั้งมิเตอร์ต่ำกว่าผลประหยัดนี้ ย่อมคุ้มค่าที่จะลงทุน
4. การชี้เป้าเพื่อการปรับปรุง… ไม่ใช่เพื่อการหาคนผิด (No-Blame Culture)
การระบุเจาะจงปริมาณการเกิดของเสียและการใช้สาธารณูปโภคลงไปในแต่ละกระบวนการหรือแผนก มีวัตถุประสงค์เดียวคือ “เพื่อมองหาโอกาสในการลดของเสียลง” องค์กรต้องสร้างวัฒนธรรมการทำงานที่ปลอดภัย ไม่ใช่ทำเพื่อวัตถุประสงค์ในการหาคนผิดหรือกล่าวโทษกัน (Blame) มิฉะนั้น พนักงานจะปกปิดข้อมูลและทำให้ไม่สามารถแก้ไขสาเหตุรากเหง้าได้
5. การวิเคราะห์มิติด้านเวลา (Temporal Analysis)
พิจารณาช่วงเวลาในแต่ละวันที่มีของเสียเกิดขึ้น ปริมาณของเสียหรือการใช้พลังงานที่พุ่งสูงขึ้น มีความเชื่อมโยงเกี่ยวข้องกับกิจกรรมเหล่านี้หรือไม่:
- ช่วงการปรับเปลี่ยนรุ่นสินค้า หรือการตั้งค่าเครื่องจักร (Machine Changeover)
- รอบของกระบวนการผลิต (Process Cycles)
- ช่วงการเริ่มเดินเครื่อง หรือการหยุดเครื่องจักร (Startup / Shutdown)
บ่อยครั้งที่พบว่า พลังงานและวัตถุดิบสูญดเปล่ามากที่สุดในช่วง Startเครื่องจักร หรือช่วงที่เปิดเครื่องทิ้งไว้ระหว่างรอเปลี่ยนรุ่นสินค้า การปรับปรุงการตั้งค่าให้เร็วขึ้น (SMED) จึงช่วยลดของเสียตรงนี้ได้
การสร้าง “ความรู้สึกเป็นเจ้าของร่วมกัน” (Total Ownership)
หัวใจสำคัญที่สุดที่จะทำให้โปรแกรมนี้เติบโตได้อย่างยั่งยืนคือ “คนหน้างาน” ขอให้ผู้จัดการและหัวหน้างานเดินเข้าหาและพูดคุยกับพนักงานผู้ควบคุมเครื่องจักร (Operators) และพนักงานที่ลงมือปฏิบัติงานจริง พร้อมทั้งส่งเสริมให้เกิดความรู้สึกเป็นเจ้าของ (Ownership) ต่อของเสียและพลังงานที่เกิดขึ้นในพื้นที่ของตน
ในระยะเริ่มต้นนี้ ข้อมูลต่าง ๆ มักจะถูกเก็บรวบรวมผ่านความร่วมมือของพนักงานหลัก ๆ หลายคนร่วมกัน ไม่ใช่และไม่ควรเป็นหน้าที่ของผู้ประสานงานโปรแกรม (Programme Co-ordinator) เพียงคนเดียว เพราะการให้ทุกคนมีส่วนร่วมตั้งแต่เริ่มเก็บข้อมูล จะลดแรงต้านและเพิ่มความร่วมมือเมื่อมีการประกาศใช้มาตรการปรับปรุงในอนาคต
🛠️ แนวทางการนำไปปฏิบัติสำหรับสถานประกอบการ (Practical Takeaways)
เพื่อเปลี่ยนคำแนะนำข้างต้นให้เกิดการกระทำจริงในสัปดาห์นี้ ขอแนะนำแผนงาน 4 ประการ:
- กำหนดกลุ่มกระบวนการย่อย (Target Process): เลือก 1 แผนก เช่น แผนกประกอบ หรือคลังสินค้า แล้วสับย่อยกิจกรรมภายในออกมาเป็นขั้นตอน 1, 2, 3 เพื่อเตรียมจับตาดูของเสีย
- สร้าง Check-sheet ค้นหาของเสียตามช่วงเวลา: ออกแบบตารางง่าย ๆ เพื่อบันทึกว่าของเสียมักเกิดตอนไหน (เช่น ตอนเปิดเครื่องตอนเช้า หรือตอนเปลี่ยนกะ) เพื่อดูความสอดคล้องเชิงเวลา
- คำนวณความคุ้มค่าของมิเตอร์ (ROI Check): ลองสุ่มดูบิลค่าน้ำค่าไฟของแผนกที่คิดว่าใช้สูงที่สุด จากนั้นลองใช้กฎ Rule of Thumb (5%, 10%, 20%) มาคำนวณหาตัวเลขผลประหยัดที่เป็นไปได้ เพื่อเสนอขออนุมัติจัดซื้อเสนอต่อฝ่ายบริหาร
- จัดกิจกรรม “คุยกันหน้างาน” (Toolbox Talk): ใช้เวลา 5-10 นาทีก่อนเริ่มงาน พูดคุยกับ Operator ชี้แจงเป้าหมายของการเก็บข้อมูลว่าทำเพื่อช่วยลดความเหนื่อยล้าและลดต้นทุนบริษัท ไม่มีการจับผิดหรือลงโทษ เพื่อเปิดใจพนักงานให้เข้ามาร่วมเป็นเจ้าของโครงการ
เอกสารแนบ ไอเดียการลด waste
การมองหาแนวทาง “เพิ่มประสิทธิภาพและลดค่าใช้จ่าย” โดยไม่ให้กระทบต่อคุณภาพของผลิตภัณฑ์และบริการ การมุ่งเน้นไปที่การจัดการความสูญเปล่า (Waste) และการใช้ทรัพยากรอย่างคุ้มค่า ถือเป็นคำตอบที่ตรงจุดที่สุด ซึ่งมีความสอดคล้องโดยตรงกับข้อกำหนดการปรับปรุงอย่างต่อเนื่อง (Continual Improvement) ตามมาตรฐานสากล เช่น ISO 9001 (ระบบการจัดการคุณภาพ), ISO 14001 (ระบบการจัดการสิ่งแวดล้อม) และ ISO 50001 (ระบบการจัดการพลังงาน)
แนวทางปฏิบัติ (Action-oriented สำหรับหน้างานจริง ย่อยทฤษฎีที่ซับซ้อนให้กลายเป็นเช็กลิสต์แนวคิดที่สามารถนำไปปรับใช้ในการทำกิจกรรมลดของเสียและการบริโภคระบบสาธารณูปโภค ดังนี้
1. การเลือกใช้วัตถุดิบ (Raw Materials Selection)
วัตถุดิบคือต้นทุนก้อนใหญ่ที่สุดในกระบวนการผลิต การบริหารจัดการส่วนนี้ตามแนวคิดการคิดเชิงวัฏจักรชีวิต (Life Cycle Thinking) ของมาตรฐาน ISO 14001 จะช่วยลดขยะตั้งแต่ต้นทาง
- ร่วมหารือกับผู้ส่งมอบ/ผู้ขาย (Suppliers): ทำงานร่วมกันเพื่อออกแบบหรือเลือกใช้วัตถุดิบในลักษณะที่ก่อให้เกิดเศษเหลือทิ้งน้อยที่สุด หรือเลือกวัสดุที่มีคุณสมบัติเอื้อต่อการนำกลับมาใช้ซ้ำหรือรีไซเคิลได้ง่ายเมื่อผ่านกระบวนการแล้ว
- ทบทวนคุณสมบัติที่สูงเกินความจำเป็น (Over-specified): ตรวจสอบว่าเกรดของวัสดุหรือบรรจุภัณฑ์ที่ใช้อยู่ในปัจจุบันสูงเกินกว่าความจำเป็นในทางปฏิบัติหรือไม่ หากเปลี่ยนมาใช้เกรดที่เหมาะสมหรือบรรจุภัณฑ์ที่มีน้ำหนักเบาลง จะช่วยลดทั้งต้นทุนจัดซื้อและน้ำหนักรวมในการขนส่ง
- เลือกใช้วัสดุรีไซเคิล (Recycled Materials): พิจารณาเปลี่ยนมาใช้วัสดุรีไซเคิลในจุดที่สามารถนำมาปฏิบัติได้จริง โดยต้องผ่านการประเมินว่าคุ้มค่ากว่าเมื่อเทียบกับวัตถุดิบใหม่แกะกล่อง (Virgin Material) และไม่กระทบต่อคุณภาพผลิตภัณฑ์
- ทดแทนวัสดุอันตราย (Substitution): ตรวจสอบการใช้วัตถุดิบที่อาจเป็นอันตราย (Potentially Hazardous Materials) ในหน้างาน หากสามารถใช้สารอื่นที่ปลอดภัยกว่ามาทดแทนได้ จะช่วยลดต้นทุนในกระบวนการเคลื่อนย้าย การจัดเก็บเซฟตี้ และค่าใช้จ่ายมหาศาลในการบำบัดหรือส่งกำจัดทิ้งตามกฎหมายสิ่งแวดล้อม
2. บรรจุภัณฑ์ (Packaging)
บรรจุภัณฑ์มักกลายเป็นขยะทันทีเมื่อสินค้าเคลื่อนย้ายเข้าสู่กระบวนการถัดไป การบริหารจัดการบรรจุภัณฑ์ที่ดีจะช่วยตัดลดต้นทุนแฝงได้อย่างมหาศาล
- ลดขนาดหรือตัดออก (Elimination & Reduction): ประเมินว่าบรรจุภัณฑ์บางส่วนสามารถลดขนาดความหนา หรือตัดทิ้งไปเลยได้หรือไม่ รวมถึงการเปลี่ยนบรรจุภัณฑ์ที่ได้รับมาจากผู้ส่งมอบให้เป็นรูปแบบที่สามารถส่งคืนและนำกลับมาใช้ซ้ำได้
- หมุนเวียนวัสดุภายในองค์กร: นำของเสียจากส่วนอื่นของธุรกิจ เช่น ขยะกล่องกระดาษจากคลังสินค้า หรือเศษกระดาษที่ผ่านการทำลายด้วยเครื่องย่อยกระดาษจากสำนักงาน มาประยุกต์ใช้เป็นวัสดุกันกระแทกหรือวัสดุเติมเต็ม (Infill) สำหรับบรรจุภัณฑ์สินค้าขาออก
- วาดแผนผังวัฏจักรของบรรจุภัณฑ์ (Packaging Cycle): จัดทำผังการเคลื่อนที่ของบรรจุภัณฑ์เพื่อระบุพื้นที่และโอกาสในการปรับเปลี่ยนมาใช้บรรจุภัณฑ์ประเภทที่นำกลับมาใช้ซ้ำได้ (Re-usable Packaging) เช่น กล่องพลาสติกหมุนเวียน (Plastic Tote) แทนกล่องกระดาษ
- ข้อตกลงส่งคืนบรรจุภัณฑ์สินค้าขาเข้า: เจรจากับผู้ส่งมอบเกี่ยวกับความเป็นไปได้ในการส่งคืนบรรจุภัณฑ์ที่แนบมากับสินค้าขาเข้า (Incoming Packaging) เช่น พาเลทไม้ ถังเหล็ก หรือแกนพลาสติก เพื่อให้ผู้ส่งมอบนำกลับไปหมุนเวียนใช้ซ้ำ
3. การออกแบบและการปฏิบัติงานในกระบวนการ (Process Design and Operation)
การปรับปรุงประสิทธิภาพเครื่องจักรและวิธีการปฏิบัติงานหน้างาน (Shop Floor) คือจุดจู่โจมหลักที่จะช่วยลดปริมาณงานเสีย (Rejects) และสารเคมีสิ้นเปลือง โดยแบ่งตามลักษณะหน้างานเฉพาะเจาะจงได้ดังนี้:
(ก) การทำความสะอาดชิ้นงาน (Part Cleaning)
- ป้องกันการระเหยของสารละลาย: ปิดฝาหรือครอบปิดชุดอุปกรณ์ทำความสะอาดที่ใช้สารละลาย/ตัวทำละลาย (Solvent Cleaning Units) ทั้งหมดในเวลาที่ไม่ได้ใช้งาน เพื่อลดการสูญเสียจากการระเหยสู่อากาศ
- ติดตั้งระบบทำความเย็นดักไอ: สำหรับชุดอุปกรณ์ล้างคราบไขมันด้วยไอระเหย (Vapour Degreasing Units) ควรติดตั้งระบบทำความเย็นบริเวณพื้นที่เหนือระดับสารละลาย (Refrigerated Freeboard) เพื่อควบแน่นไอกลับเป็นของเหลว
- ปรับปรุงการสะเด็ดน้ำ/สารเคมี: ออกแบบขั้นตอนให้ชิ้นงานมีการสะเด็ดน้ำหรือสารเคมีอย่างทั่วถึง ทั้งในขั้นตอนก่อนและหลังการทำความสะอาด เพื่อลดการปนเปื้อนข้ามถังและการสูญเสียน้ำยา
- เปลี่ยนมาใช้เครื่องมือเชิงกล: เลือกใช้เครื่องมือหรืออุปกรณ์ทำความสะอาดเชิงกล (Mechanical Cleaning Devices) เช่น แปรงขัด ชุดอัลตราโซนิก หรือเทคนิคการพ่นขัดด้วยเม็ดพลาสติก (Plastic Bead Blasting) แทนการใช้สารเคมีรุนแรง
(ข) การตกแต่งสำเร็จพื้นผิว (Surface Finishing)
- ยืดอายุสารเคมี: จัดการกำจัดสารปนเปื้อนออกจากน้ำยาหรือสารเคมีในกระบวนการอย่างสม่ำเสมอเพื่อยืดอายุการใช้งาน ไม่ต้องเททิ้งบ่อย
- ลดปริมาณสารเคมีติดค้าง (Drag-out): ออกแบบราวแขวนชิ้นงาน (Parts Racks) ใหม่ ให้มีความเอียงหรือมีจุดเกาะเกี่ยวที่ลดปริมาณสารเคมีที่ติดค้างและถูกลากติดออกมากับชิ้นงานให้น้อยที่สุด พร้อมติดตั้งราวแขวนสะเด็ดน้ำและแผ่นรองระบายน้ำ (Drip Racks and Drain Boards) เพื่อให้สารเคมีไหลกลับคืนสู่ถังดั้งเดิม
- ติดตั้งถังรวบรวมและระบบล้างประหยัดน้ำ: ติดตั้งถังเพื่อกู้คืนสารเคมีที่ติดค้างออกมา (Drag-out Recovery Tanks) เพื่อนำสารเคมีกลับไปใช้ใหม่ พร้อมติดตั้งระบบล้างชิ้นงานแบบหัวฉีดสเปรย์หรือหัวฉีดละอองหมอก (Spray or fog nozzle) และวาล์วควบคุมการไหลของน้ำล้างชิ้นงาน (Rinsewater Flow Control Valves) เพื่อควบคุมการใช้น้ำให้เกิดประสิทธิภาพสูงสุด
(ค) การเคลือบผิวชิ้นงาน (Surface Coating)
- เปลี่ยนเทคโนโลยีปืนพ่นสี: เลือกใช้ปืนพ่นสีประเภทแรงดันต่ำปริมาณลมสูง (HVLP Spray Guns) เพื่อลดการฟุ้งกระจายของสีออกนอกตัวชิ้นงาน (Overspray) หรือใช้ระบบพ่นเคลือบสีด้วยไฟฟ้าสถิต (Electrostatic) เพื่อเพิ่มประสิทธิภาพการยึดเกาะ
- ควบคุมความหนืดด้วยความร้อน: ใช้ชุดทำความร้อน (Heat Units) ในการควบคุมความหนืดของสารเคลือบผิวแทนการผสมตัวทำละลาย (Solvent)
- ปรับเปลี่ยนประเภทของสี: เปลี่ยนมาใช้สีพ่นอุตสาหกรรมประเภทสีฝุ่น (Powder Coatings) ซึ่งสามารถเก็บฝุ่นสีที่พ่นไม่ติดกลับมารีไซเคิลได้ หรือเลือกใช้สารเคลือบผิวประเภทที่มีเนื้อสีสูง (High Solids Coatings) เพื่อลดปริมาณการระเหยของสารอินทรีย์ระเหยง่าย (VOCs)
(ง) การทำความสะอาดเครื่องจักรและอุปกรณ์ (Equipment Cleaning)
- ระบบล้างแรงดันสูง: เลือกใช้ระบบล้างทำความสะอาดด้วยแรงดันสูง (High Pressure Rinse Systems) ซึ่งใช้ปริมาณน้ำน้อยกว่าแต่ให้แรงขจัดคราบที่ดีกว่า
- ปาดคราบหนักเชิงกลก่อนล้าง: ใช้เครื่องมือปาดทำความสะอาดเชิงกล (Mechanical Wipers) เช่น แผ่นยางปาด เพื่อขจัดคราบหนาออกจากถังหรือผิวเครื่องจักรให้มากที่สุดก่อนการใช้น้ำฉีดล้าง
- การล้างแบบสวนทาง (Countercurrent Rinse): ใช้ลำดับการล้างแบบสวนทาง โดยนำน้ำจากขั้นตอนสุดท้ายที่ค่อนข้างสะอาด ย้อนกลับมาใช้เป็นน้ำล้างในขั้นตอนแรก ๆ ที่สกุลปรกมากกว่า และนำน้ำล้างที่ใช้แล้ว (Spent Rinse Water) กลับมาใช้ซ้ำในจุดที่เกณฑ์คุณภาพยอมรับได้
- เคลียร์สิ่งตกค้างในเส้นท่อ: ใช้ระบบลูกหมูทำความสะอาดท่อ (Pigs) หรือใช้แก๊สอัดความดัน (Compressed Gas) ในการเป่าไล่สิ่งผลิตภัณฑ์หรือวัตถุดิบที่ตกค้างอยู่ในเส้นท่อออกไปใช้งานให้หมดก่อนจะทำกระบวนการล้างท่อ
(จ) การหกไหลและรั่วไหล (Spills/Leaks)
- ป้องกันการรั่วซึมที่จุดเสี่ยง: เลือกใช้หมวกวาล์วแบบเบลโลว์ปิดผนึก (Bellows-sealed Valves) และปั๊มประเภทไร้ซีล (Seal-less Pumps) เช่น Magnetic Drive Pump เพื่อขจัดปัญหาการรั่วไหลบริเวณก้านวาล์วและซีลคอเพลา
- ลดจุดต่อและเพิ่มระบบกักกัน: เพิ่มสัดส่วนการใช้ข้อต่อท่อแบบเชื่อม (Welded Joints) แทนการใช้ข้อต่อแบบเกลียวหรือหน้าแปลนเพื่อลดความเสี่ยงในการรั่วตามประเก็น พร้อมติดตั้งอ่างรองรับการหกไหลหรือเขื่อนกักกันสารเคมี (Spill Basins / Bunds), แผ่นกันกระเด็น (Splash Guards) และอุปกรณ์ควบคุมการไหลล้น (Overflow Control Devices)
(ฉ) การบำบัดรักษาและซ่อมบำรุง (Maintenance)
- หมุนเวียนน้ำยาหล่อเย็น: ติดตั้งระบบทำความสะอาดดักกรองเศษโลหะและนำน้ำยาหล่อเย็น (Coolant) กลับมาใช้ซ้ำกับเครื่องมือกล
- จัดระบบประเภทน้ำมันหล่อลื่น (Rationalise): ลดความหลากหลายของประเภทน้ำมัน ยุบรวมเกรดน้ำมันหล่อลื่นให้มีความสมเหตุสมผล เพื่อยืดรอบระยะเวลาในการเปลี่ยนถ่าย และลดภาระรวมถึงปริมาณการจัดเก็บสำรองในคลังสินค้า
4. การใช้น้ำและการระบายน้ำทิ้ง (Water Use and Discharge)
น้ำเป็นทั้งวัตถุดิบในกระบวนการและภาระทางต้นทุนเมื่อกลายเป็นน้ำเสีย การบริหารจัดการน้ำอย่างคุ้มค่าสามารถทำได้ดังนี้:
- วิเคราะห์ต้นทุนรวมของน้ำ: คำนวณค่าน้ำประปาบวกคู่ขนานไปกับต้นทุนค่าบริการระบบบำบัดน้ำเสียและค่าขจัดน้ำทิ้ง เพื่อให้ออกมาเป็นตัวเลขค่าใช้จ่ายจริงรายสัปดาห์หรือรายวัน ซึ่งจะช่วยกระตุ้นความตระหนักรู้ได้ดีกว่าตัวเลขรายเดือน
- ค้นหาและซ่อมแซมจุดรั่วไหล: จัดโปรแกรมตรวจสอบแนวท่อ วาล์ว และถังเก็บน้ำอย่างเป็นระบบเพื่ออุดรอยรั่วทันที
- ควบคุมปลายสาย: ติดตั้งปืนพ่นฉีดแบบมือบีบ (Manual Spray Guns) ที่ปลายสายยางทุกเส้น เพื่อป้องกันการเปิดน้ำทิ้งไว้โดยไม่จำเป็นในระหว่างกิจกรรมฉีดล้าง
- ประเมินการบำบัดในไซต์งาน (On-site Treatment): ประเมินศักยภาพเชิงเศรษฐศาสตร์ว่าการลงทุนระบบบำบัดน้ำเสียภายในไซต์งานเพื่อนำน้ำกลับมาใช้ซ้ำ (เช่น ล้างลานพื้น หรือรดน้ำต้นไม้) คุ้มค่ากว่าการจ่ายค่าส่งไปกำจัดภายนอกหรือไม่ หรือร่วมมือกับสถานประกอบการข้างเคียงในการแชร์ระบบบำบัดร่วมกัน
- ติดตั้งระบบเปิด-ปิดอัตโนมัติ: เปลี่ยนระบบฟลัชน้ำของโถปัสสาวะชายที่ตั้งค่าปล่อยน้ำทิ้งไว้ตลอด 24 ชั่วโมง ให้เป็นระบบควบคุมการเปิด-ปิดตามการใช้งานจริง (Occupancy Control / Sensor)
5. การจัดการพลังงาน (Energy Management)
ตามข้อกำหนดของ ISO 50001 การควบคุมพลังงานต้องเริ่มจากการทำความเข้าใจพฤติกรรมการใช้และกำหนดดัชนีสมรรถนะ
- วัดและวิเคราะห์การใช้พลังงาน: ตรวจวัดปริมาณพลังงานที่ใช้จริงในกระบวนการผลิตสินค้า ตรวจสอบอัตราค่าไฟฟ้าและพลังงาน (Tariffs) ว่ามีความเหมาะสมและถูกประเภทธุรกิจแล้วหรือไม่ พร้อมศึกษาว่าปริมาณการบริโภคมีพฤติกรรมผันแปรอย่างไรตามยอดผลิต
- วัดผลสมรรถนะ (Energy Performance) อย่างเป็นกิจวัตร: กำหนดเกณฑ์เปรียบเทียบ (Baseline) เพื่อมอนิเตอร์ความผิดปกติ
- เพิ่มประสิทธิภาพระบบทำความร้อน (Heating Systems): สำรวจประสิทธิภาพของหม้อต้มไอน้ำ (Boiler) ตรวจสอบความสมบูรณ์ของฉนวนกันความร้อนของเส้นท่อ (Pipe Insulation) เพื่อป้องกันความร้อนสูญเสีย และเซ็ตระบบควบคุมตั้งเวลาและอุณหภูมิให้ตรงกับการใช้งานจริง
- ตรวจสอบและปรับปรุงระบบแสงสว่าง:
- ทำความสะอาดหลอดไฟ โคมไฟ และช่องแสงธรรมชาติบนหลังคา (Skylight) อย่างสม่ำเสมอ
- รณรงค์และติดตั้งระบบควบคุมการเปิด-ปิด เช่น สวิตช์ไฟเฉพาะจุด หรือเซนเซอร์ตรวจจับความเคลื่อนไหวเพื่อปิดไฟในพื้นที่ที่ไม่มีคนอยู่
- ตรวจสอบอายุการใช้งานและสภาพของหลอดไฟ โดยพิจารณาเปลี่ยนเป็นหลอดประหยัดพลังงาน (LED)
- ปรับปรุงฉนวนอาคารและเชื่อมโยงข้อมูล: ตรวจสอบระบบฉนวนกันความร้อนบริเวณผนัง หลังคา หน้าต่าง และประตู เพื่อลดภาระการทำงานของระบบปรับอากาศ พร้อมทั้งนำข้อมูลปริมาณการใช้พลังงานไปประเมินควบคู่กับภาพรวมของกระบวนการและปริมาณของเสียที่เกิดขึ้นเพื่อหาจุดสิ้นเปลืองสูงสุด
6. การจัดการของเสียและการขนส่ง (Waste & Transport Management)
การจัดการของเสียปลายน้ำและการเคลื่อนย้ายที่มีประสิทธิภาพ จะช่วยเปลี่ยนค่าใช้จ่ายให้กลายเป็นรายได้ส่วนเพิ่ม
(ก) การจัดการของเสีย (Waste Management)
- คัดแยกขยะตั้งแต่ต้นทาง: การแยกประเภทของเสียที่ชัดเจน (เช่น แยกเกรดเศษพลาสติก เศษโลหะ กระดาษ) นอกจากจะช่วยให้กระบวนการรีไซเคิลทำได้ง่ายขึ้นแล้ว ยังเป็นการเพิ่มมูลค่าของขยะให้สามารถขายออกไปเป็นวัตถุดิบของบริษัทอื่นได้ในราคาสูง
- กู้คืนสารละลายใช้แล้ว: คัดแยกและจัดส่งสารละลาย/ตัวทำละลายที่ใช้แล้ว (Waste Solvents) เข้าสู่กระบวนการกลั่นเพื่อนำกลับมาใช้ซ้ำหรือรีไซเคิลภายใน
- ลดปริมาตรกากตะกอน: ใช้เครื่องอัดตะกอน (Filter Presses) ในการรีดน้ำออกจากกากตะกอน (Sludge) เพื่อลดน้ำหนักและปริมาตรขยะที่ต้องส่งฝังกลบ ซึ่งจะช่วยลดค่าขนส่งได้อย่างมหาศาล โดยเฉพาะในกระบวนการที่มีโอกาสกู้คืนโลหะมีค่ากลับมาได้
(ข) การขนส่งและการกระจายสินค้า (Transport and Distribution)
- ควบคุมการใช้ยานพาหนะบริษัท: ตรวจสอบ ติดตามพฤติกรรมการขับขี่ และจัดเส้นทางการเดินรถให้มีประสิทธิภาพสูงสุด (Optimise Vehicle Routing) เพื่อลดระยะทางวิ่งเที่ยวเปล่า
- แชร์รถและจำกัดขนาดเครื่องยนต์: ส่งเสริมการใช้ยานพาหนะร่วมกัน (Share Vehicles) เมื่อต้องเดินทางไปในเส้นทางเดียวกัน และกำหนดนโยบายจำกัดขนาดกำลังเครื่องจักร (Engine Size) ของรถประจำตำแหน่งหรือรถบริษัทให้เหมาะสมกับลักษณะงาน
- บำรุงรักษาและปรับปรุงสรีระรถ: ดูแลลมยางและเช็กระยะเครื่องยนต์ตามกำหนด พร้อมติดตั้งสปอยเลอร์หรืออุปกรณ์ลู่ลม (Spoilers) สำหรับรถขนส่งสินค้าเชิงพาณิชย์เพื่อลดแรงต้านทานอากาศและประหยัดน้ำมัน
- ฝึกอบรมพนักงานขับรถ: จัดหลักสูตรฝึกอบรมพนักงานขับรถเกี่ยวกับวิธีการขับขี่อย่างประหยัดพลังงานและปลอดภัย (Eco-driving)
(ค) กิจกรรมสนับสนุน (Support Activities)
- มุ่งสู่สำนักงานไร้กระดาษ (Paperless): ปรับปรุงขั้นตอนการทำงานและระบบเอกสารให้สลับมาใช้ระบบดิจิทัลเพื่อประหยัดการใช้กระดาษและหมึกพิมพ์
- จัดการขยะออฟฟิศ: จัดตั้งจุดคัดแยกขยะประเภทกระดาษในสำนักงานอย่างจริงจัง และนำกระดาษที่ใช้แล้วหน้าเดียวกลับมาใช้ซ้ำ หรือส่งเข้ากระบวนการรีไซเคิลภายนอก
🛠️ แนวทางการนำไปปฏิบัติสำหรับสถานประกอบการ (Practical Takeaways)
เพื่อให้นำเช็กลิสต์คำแนะนำข้างต้นไปแปลงเป็นการกระทำที่เกิดผลลัพธ์จริง หัวหน้างานและผู้จัดการสามารถนำแผนปฏิบัติการ 4 ข้อนี้ไปเริ่มขับเคลื่อนได้ทันที:
- ทำมาตรการ “ปิดฝาและติดตั้งแผ่นดักสารเคมี” (Immediate Isolation): ภายในสัปดาห์นี้ ให้สำรวจถังน้ำยาทำความสะอาดและถังสารเคมีทั้งหมดในไลน์ ผลักดันให้มีการทำฝาปิดเพื่อป้องกันการระเหย และติดตั้งราวแขวนสะเด็ดน้ำ (Drip Racks) เหนือถังทันทีเพื่อลดปริมาณสารเคมีสูญเสียจากการติดค้างไปกับชิ้นงาน (Drag-out)
- จัดตั้งจุดแยกขยะเพิ่มมูลค่าประจำแผนก (Source Separation): เปลี่ยนถังขยะรวมหน้างานให้กลายเป็นสถานีคัดแยกย่อย แยกขยะรีไซเคิลออกจากขยะปนเปื้อนสารเคมีอย่างเด็ดขาด เพื่อลดปริมาณขยะอันตรายที่ต้องจ่ายค่าทำลายแพง และเพิ่มปริมาณขยะรีไซเคิลที่สามารถขายสร้างรายได้กลับเข้าบริษัท
- กำหนดตารางล้างแผงโซลาร์/โคมไฟ และเช็กฉนวนท่อ (Energy Walk): มอบหมายทีมซ่อมบำรุงเพิ่มกิจกรรมทำความสะอาดโคมไฟและช่องแสงธรรมชาติ รวมถึงการเดินตรวจสอบสภาพฉนวนกันความร้อนของท่อส่งไอน้ำ (Boiler) ทุก ๆ เดือน หากพบฉนวนชำรุดให้เร่งซ่อมแซมเพื่อลดการสูญเสียความร้อน
- ทำข้อตกลง “บรรจุภัณฑ์หมุนเวียน” ร่วมกับ Supplier (Logistics Loop): เลือกผู้ส่งมอบวัตถุดิบรายหลักที่มีปริมาณการส่งสินค้าบ่อยครั้ง มาร่วมทำโครงการเปลี่ยนจากกล่องกระดาษหรือพาเลทใช้แล้วทิ้ง มาเป็นกล่องพลาสติกหรือพาเลทมาตรฐานที่สามารถส่งคืนหมุนเวียนกันได้ในการขนส่งรอบถัดไป
| WORKSHEET 1 OPPORTUNITIES FOR SAVING MONEY: MAJOR SOURCES OF WASTE | ||||
| NAME: | DATE: | SHEET: of | ||
| Process or activity | Type of waste | Estimated amount of waste produced week/month/year* | Estimated cost including disposal, raw material purchase costs, utilities, added value/week/ month/year* | Current waste reduction activities (if any) |
| NET ANNUAL COST | ||||
| WORKSHEET 2 IDENTIFYING WASTE USING THE WASTE TRACKING MODEL | |||
| NAME: | DATE: | SHEET: of | |
| PROCESS DESCRIPTION: | |||
| Supplier/Input: Resource/ Quantity Wasted Monthly Cost Material/Utility (including (from Worksheet 3 purchase and Ref no. ………………..) disposal) | |||
| TOTAL | |||
| Customer: (or next process) | |||

Related Posts:




 ทีไร... ตกม้าตายที่ Category 4 (Products Used) ทุกที!")
นี้! 📊✨")